With structural integrity and attention to detail at the forefront of the manufacturing process, each DCB is built by the finest craftsmen in the industry. Each boat’s lamination schedule is developed and scrutinized by composites engineers to come up with the ultimate combination of bi-axial and tri-axial fiberglass, vinylester resin, foam core, Penske, carbon fiber and carbon/Kevlar as possible.
Not to be confused or grouped with the commonly used (and often misused) term “vacuum bagged,” each DCB deck and hull go through a proprietary resin infusion and vacuum bag process called Vacuum Infused Resin or VIR. Instead of applying gobs of resin using large paint brushes, VIR uses negative pressure to pull out air, while impregnating the woven fiberglass material with resin. The resin is introduced by multiple feeding tubes that have been carefully calculated and measured to create the optimum chamber zone sections. The result is 100 percent saturation, creating the strongest material bond possible, while sucking out excess resin. This technique produces a lighter and stronger deck and hull, giving each DCB unmatched strength and rigidity.
Below is a chronological slideshow of our processes.
After the gelcoat design has been taped, sprayed and completed, the hull is now prepped for the first layer of skin for Lamination Schedule #1.


Each section of fiberglass is carefully measured, cut and laid by hand. Special tools are used by our lamination team to jam every last ounce of material into every last crevice.


Specific to each customer’s demands, the appropriate combination of carbon fiber and carbon/ Kevlar is applied.


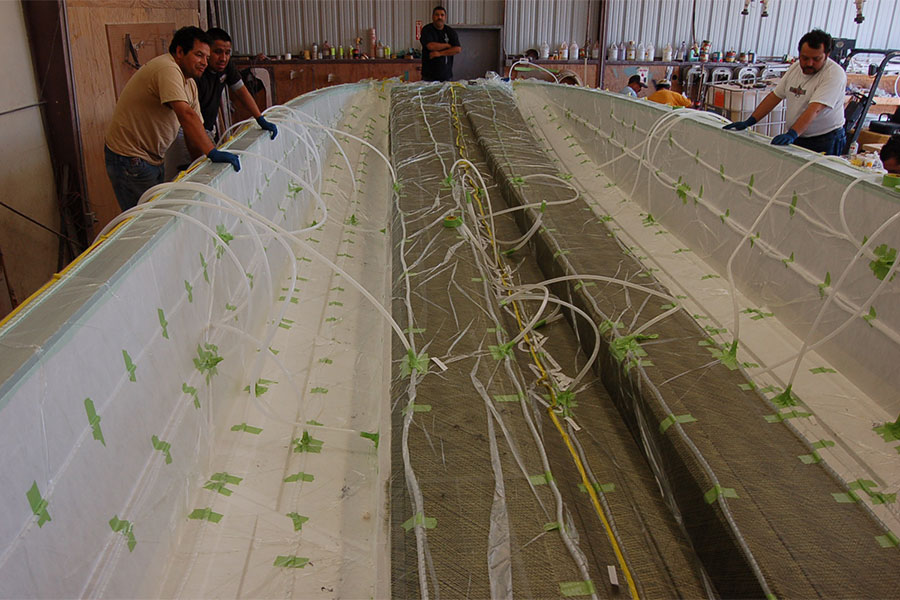
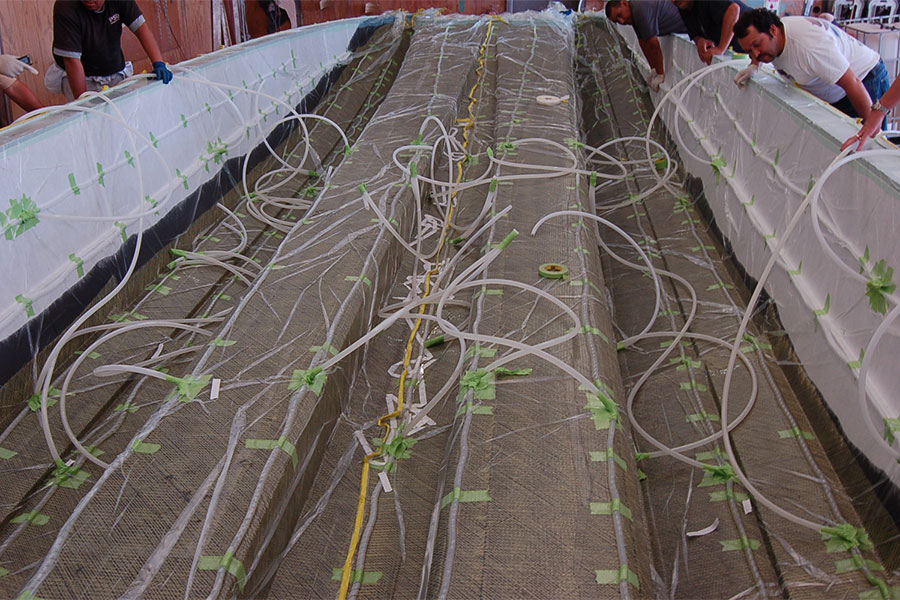
Another layer of fiberglass is laid, then preparation for VIR (Vacuum Infused Resin) #1.


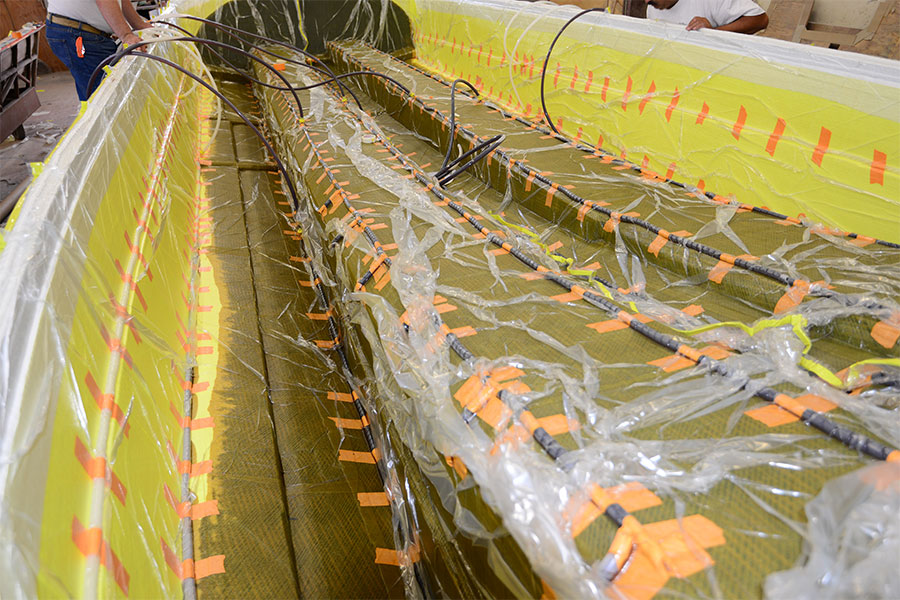
The entire surface area is bagged with both feeding and releasing tubes strategically placed throughout each chamber section for maximum absorption, one section at a time. The resin / vacuum infusion process starts from the center section of the boat, only penetrating that designated chamber zone. After this chamber zone is completely infused, the lamination team then begins feeding the next chamber zone, then the next chamber zone after that.


This process ensures that the outer sections of the hull get the same amount of resin and exiting suction as the origination point in the center of the mold.
100% absorption, then cleaned up for the next lamination schedule.


Balsa and foam core is manually cut and manicured to fit the exact contour and angles of the mold.

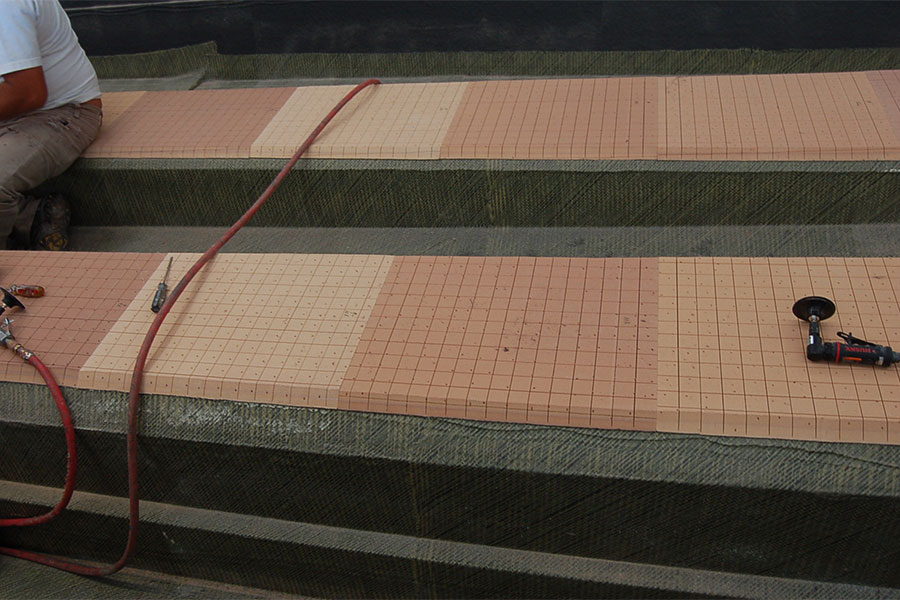
The coring stage is often overlooked by other manufacturers whom only apply 40-50% coverage. Whereas the DCB process covers every inch of the surface for the additional strength and rigidity needed at this level of performance.


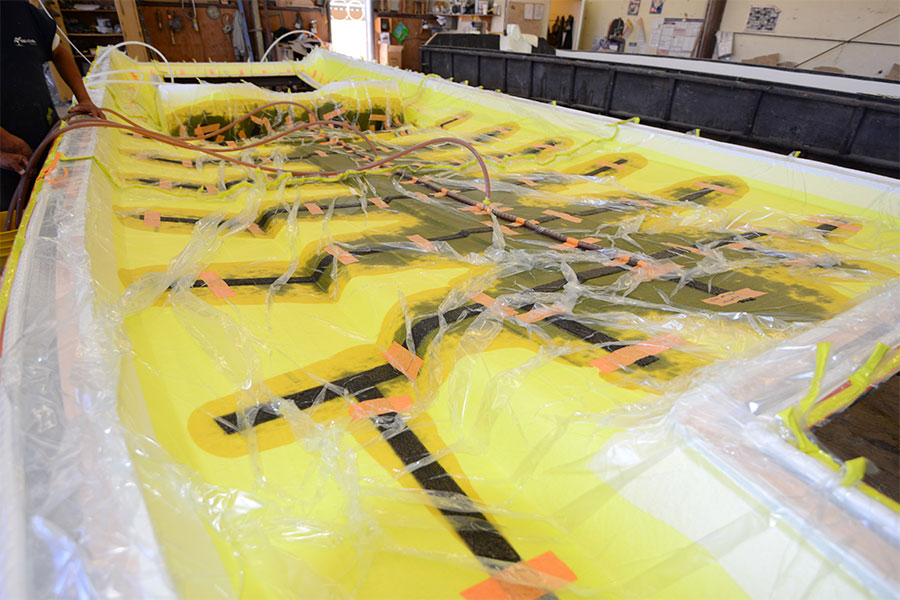
After 100% balsa/foam core coverage, another layer of fiberglass is laid, then preparation for VIR (Vacuum Infused Resin) #2.

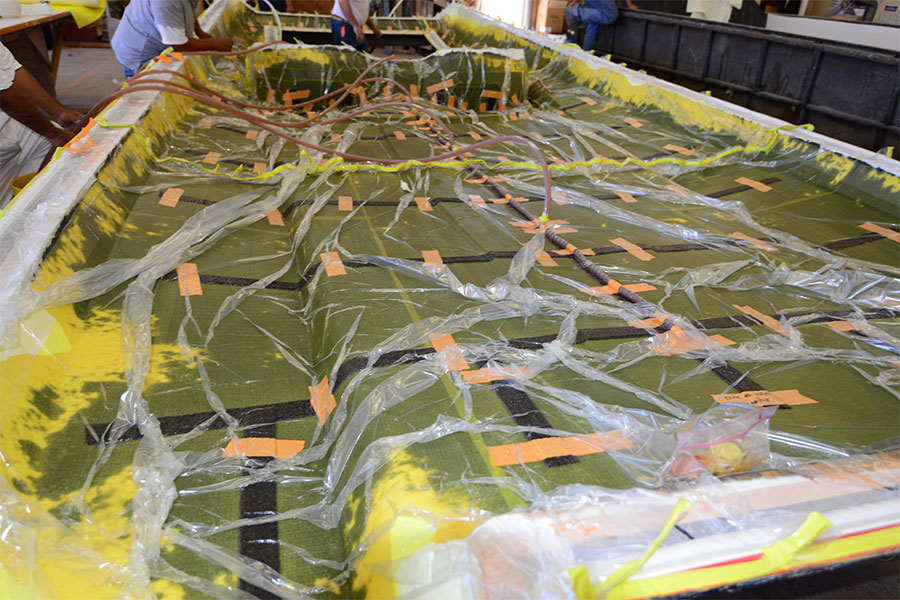
The entire surface area is bagged with the same feeding and releasing tubes strategically placed throughout each chamber zone.

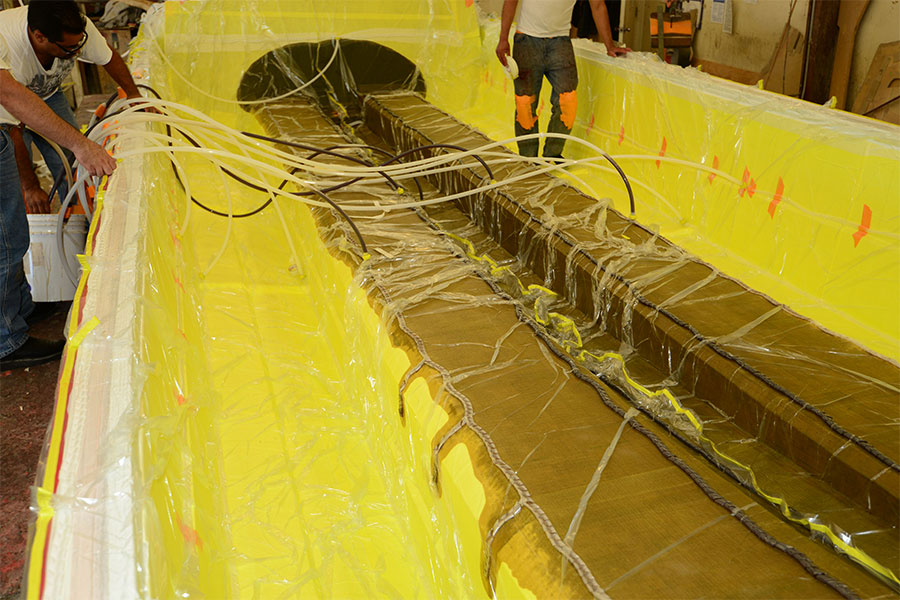
Once again, the infusion starts from the center chambers, and works its way out.

100% absorption, then cleaned up for bulk head installation.


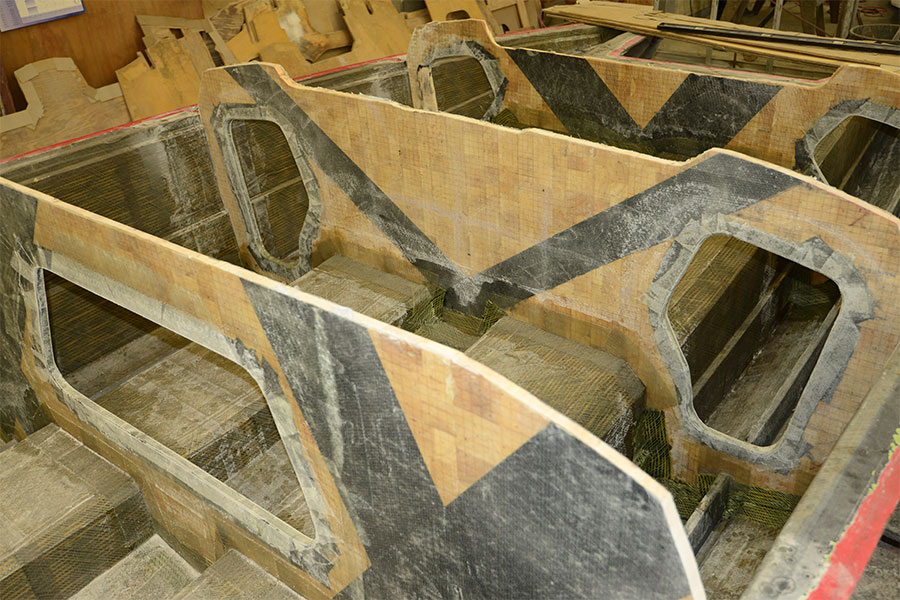
No wood is used in the bulk head process, DCB uses 100% balsa core. Additional strength is applied through the X-technique with carbon fiber, delivering even more strength and rigidity to the hull. Our composites supplier and structural engineers deem our schedule as “overboard”, but we consider this extensive lamination schedule the essential backbone for each and every DCB that is built. With the advancements of materials and VIR (Vacuum Infused Resin) processes, DCBs are lighter and stronger than ever before.

After 3-4 weeks of curing, the hull is finally ready to pop and release from the mold.


The exact same process and lamination schedules are now performed on the deck portion of the new build.


The isolated chambers once again start at the center section, and work their way out to the edges.
The process is repeated twice to complete the second lamination schedule.


At last, the deck is ready to pop out of the mold, and be bonded together with its mate.



Fully assembled hull, headed to rigging…
 On To
On ToRigging


